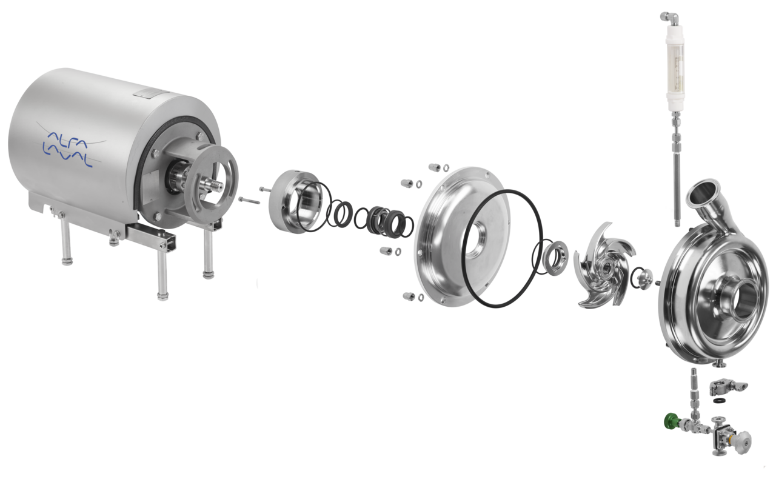
La bomba LKH de Alfa Laval ha demostrado ser una verdadera potencia en el sector de procesamiento de alimentos, superando a otras opciones disponibles en el mercado.
Sus características de diseño avanzadas como
- Rotor de perfil abierto
- Construcción sanitaria,
- Rendimiento excepcional en términos de caudal, presión y eficiencia energética.
- Capacidad para manejar líquidos viscosos y partículas sólidas
- ldeal para procesos de producción de alimentos que requieren un bombeo suave y continuo.
La convierten en una opción ideal para aplicaciones que requieren altos estándares de higiene y eficiencia.
Un claro ejemplo de la superioridad de la bomba LKH es el caso de una planta de procesamiento de lácteos que experimentó una mejora significativa en su eficiencia y productividad después de implementar esta bomba en su sistema de bombeo. Gracias a la fiabilidad y el rendimiento excepcional de la bomba LKH, la planta pudo aumentar su producción y reducir los tiempos de inactividad, lo que resultó en un retorno de la inversión rápido y significativo.
La bomba LKH es solo uno de los muchos ejemplos de nuestra dedicación a la innovación y la excelencia en el procesamiento de alimentos y al compromiso de las empresas con las sostenibilidad y reducción de huella de carbono.
